
Proceso de montaje general y requisitos
一 、 Preparación antes del montaje
Datos de trabajo: incluyendo dibujos de ensamblaje general, dibujos de ensamblaje de componentes, dibujos de piezas, lista de materiales, etc., hasta el final del proyecto, se debe garantizar la integridad de los dibujos, la limpieza y la integridad de los registros de información del proceso.
2. Sitio de trabajo: la colocación de piezas y el ensamblaje de componentes deben realizarse dentro del sitio de trabajo especificado. El sitio para la colocación y el montaje de toda la máquina debe planificarse claramente hasta el final de todo el proyecto. Todos los sitios de trabajo deben estar ordenados, estandarizados y ordenados.
3. Materiales de ensamblaje: Antes de la operación, los materiales de ensamblaje de acuerdo con el proceso de ensamblaje deben estar en su lugar a tiempo. Si algunos de los materiales no deterministas no están en su lugar, puede cambiar el orden de las operaciones y luego completar el formulario de recordatorio de materiales al departamento de compras.
4. Antes de ensamblar, debe comprender la estructura, la tecnología de ensamblaje y los requisitos de proceso del equipo.
二 、 Especificaciones básicas
El ensamblaje mecánico debe llevarse a cabo en estricta conformidad con los planos de ensamblaje y los requisitos de proceso proporcionados por el departamento de diseño. Está estrictamente prohibido modificar el contenido de la operación o modificar las partes de forma anormal.
2. Las piezas ensambladas deben ser piezas calificadas aceptadas por el departamento de inspección de calidad. Si se encuentran partes no calificadas que faltan durante el proceso de ensamblaje, se deben informar a tiempo.
3. El entorno de montaje requiere limpieza, sin polvo u otra contaminación, y las piezas deben almacenarse en un lugar seco y sin polvo con almohadillas protectoras.
4. Durante el proceso de ensamblaje, las partes no deberán golpear, cortar ni dañar la superficie de las partes, ni causar que las partes se doblen, tuerzan o se deformen obviamente, y las superficies de contacto de las partes no se dañarán.
5. Para piezas con movimiento relativo, se debe agregar aceite lubricante (grasa) entre las superficies de contacto durante el montaje.
6. Las dimensiones coincidentes de las partes coincidentes deben ser precisas
7. Al ensamblar, las piezas y herramientas deben tener instalaciones de colocación especiales. En principio, no se permite colocar piezas y herramientas en la máquina o directamente en el suelo. Si es necesario, se deben colocar almohadillas protectoras o alfombras en el lugar.
8. En principio, no está permitido pisar la máquina durante el montaje. Si necesita pisar la máquina, debe colocar almohadillas protectoras o alfombras en la máquina. Está estrictamente prohibido pisar piezas importantes y piezas no metálicas de baja resistencia.
Tres, método de conexión
1. conexión de perno
(1) Al apretar los pernos, no se permite una llave ajustable, y no se debe usar más de una misma arandela debajo de cada tuerca. Después de apretar los tornillos de cabeza avellanada, las cabezas de clavos deben enterrarse en las partes de la máquina y no deben quedar expuestas.
(2) En circunstancias normales, la conexión roscada debe tener arandelas elásticas antideslizantes, el método de apretar tornillos múltiples simétricos debe apretarse gradualmente en un orden simétrico, y los conectores en forma de barra deben apretarse gradualmente simétricamente en ambas direcciones desde medio.
(3) Después de apretar el perno y la tuerca, el perno debe exponer 1 a 2 pasos de la tuerca; cuando no es necesario desmontar el tornillo al sujetar el dispositivo de movimiento o el mantenimiento, el tornillo debe recubrirse con cola de rosca antes del montaje.
(4) Los sujetadores con los requisitos de par de apriete especificados deben apretarse con llaves dinamométricas de acuerdo con los pares de apriete especificados.
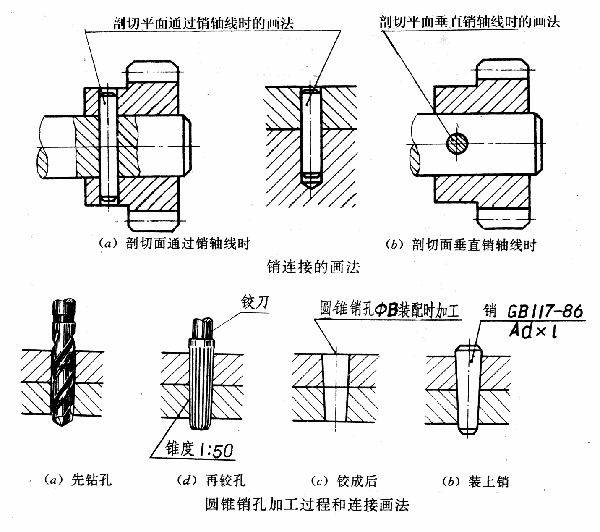
2. Conexión de pin
(1) La cara final del pasador de posicionamiento debe ser ligeramente más alta que la superficie de la pieza. Después de instalar el pasador de cono con cola de tornillo en la parte relevante, el extremo grande debe hundirse en el orificio.
(2) Después de que el pasador de chaveta se inserte en las partes relevantes, su cola debe estar separada por 60 ° ~ 90 °
3. Vinculación
(1) Los dos lados del chavetero de la chaveta plana y la chaveta fija deben ponerse en contacto de manera uniforme, y no debe haber ningún espacio entre sus superficies de acoplamiento.
(2) Después de ensamblar la llave (o ranura) ajustada al espacio libre, no debe haber tensión desigual cuando las partes relativamente móviles se mueven a lo largo de la dirección axial.
(3) Después de ensamblar la llave de gancho y la llave de cuña, el área de contacto no debe ser inferior al 70% del área de trabajo, y la parte sin contacto no debe concentrarse en un solo lugar; La longitud de la parte expuesta debe ser del 10% al 15% de la longitud de la pendiente.
4. Remachado
(1) Los materiales y las especificaciones del remachado deben cumplir con los requisitos de diseño, y el procesamiento de los agujeros de los remaches debe cumplir con las normas pertinentes.
(2) Durante el remachado, la superficie de las partes remachadas no debe dañarse ni deformarse.
(3) A menos que haya requisitos especiales, no debe haber flojedad después del remachado. La cabeza del remache debe estar en contacto cercano con la parte a remachar y debe ser lisa y redonda.
5. Conexión de la manga de expansión
Emparejamiento del manguito de expansión: aplique grasa al manguito de expansión, coloque el manguito de expansión en el orificio del cubo del conjunto, ajuste la posición del conjunto después de colocar el eje de instalación y luego apriete los pernos. El orden de apriete está limitado por la ranura, y la simetría cruzada izquierda y derecha se aprieta para garantizar que se alcanza el valor de par nominal.
6. Apriete la conexión.
El extremo cónico del tornillo de fijación y el orificio deben estar a 90 °, y el tornillo de fijación debe estar apretado al orificio.
四 、 Montaje de rodamientos
1. Antes de ensamblar el rodamiento, no debe haber suciedad en el rodamiento.
2. Al ensamblar el rodamiento, aplique una capa de aceite lubricante a la superficie de las piezas de acoplamiento. El extremo del rodamiento que no es modelo debe mirar hacia adentro, es decir, en la dirección del hombro del eje.
3. Use herramientas especiales de prensado al ensamblar los rodamientos. Está estrictamente prohibido ensamblar por golpe directo. El tamaño, la dirección y la posición de la fuerza de fuerza al ajustar los rodamientos deben ser apropiados. El marco de protección o los elementos rodantes no deben estar sometidos a tensión y deben estar de manera uniforme y simétrica. Para asegurarse de que la cara final es perpendicular al eje.
4. La superficie final del anillo interior del rodamiento generalmente debe estar cerca del hombro del eje (abrazadera del eje). Después de ensamblar el anillo exterior del rodamiento, el contacto entre la cubierta del rodamiento en el extremo de posicionamiento y la arandela o anillo exterior debe ser uniforme.
5. Después de instalar el rodamiento, la rotación de las partes móviles relativas debe ser flexible y ligera. Si hay un fenómeno atascado, la causa del problema debe verificarse y analizarse y tratarse en consecuencia.
6. En el proceso de montaje del rodamiento, si se encuentra que el orificio o el ajuste del eje están demasiado flojos, se debe verificar la tolerancia; cuando es demasiado apretado, no se debe forzar un montaje brutal, y la causa del problema debe analizarse y tratarse en consecuencia.
7. La holgura axial de los rodamientos de rodillos cónicos de una hilera, los rodamientos axiales de contacto angular y los rodamientos de bolas de empuje bidireccionales cumple con los requisitos de dibujo y proceso durante el montaje.
8. Para los rodamientos y las superficies con grasa, se debe inyectar la grasa adecuada después del montaje. Para los rodamientos con una temperatura de funcionamiento no superior a 65 65, la grasa ZG-5 se puede utilizar de acuerdo con GB491-65 "Grasa a base de calcio"; para rodamientos con una temperatura de funcionamiento superior a 65 ℃, se puede usar de acuerdo con la grasa GB492-77 "Grasa a base de calcio" ZN-2ZN-3.
9. El aumento de temperatura de los cojinetes normales no debe exceder los 35 ° C durante el funcionamiento normal, y la temperatura máxima durante el funcionamiento no debe exceder los 70 ° C.
五 、 Montaje de rodamientos lineales
1. Antes de armar, se debe aplicar grasa en el interior del rodamiento.
2. Cuando se presiona el rodamiento en la base de soporte, se debe usar una herramienta de instalación especial para presionar contra la cara extrema del anillo exterior, y no se permite golpear el rodamiento directamente para evitar la deformación.
3. La cooperación entre el rodamiento y el soporte debe cumplir con los requisitos de tolerancia. Demasiado apretado hará que el eje de la guía y la interferencia del rodamiento encajen, lo que dañará el rodamiento; demasiado flojo evitará que el rodamiento se fije en el soporte.
4. Al introducir el eje guía en el rodamiento, suavemente hacia el centro. Si está en ángulo, las bolas se caerán y la jaula se deformará.
5. Cuando el rodamiento se instala en la base de soporte, no se permite girar. Forzar la rotación dañará el rodamiento.
6. No está permitido apretar directamente el tornillo de fijación en el anillo exterior del rodamiento, de lo contrario se deformará.
六 、 Montaje de guías lineales
La parte de montaje del riel de guía no debe estar sucia, y la planitud de la superficie de montaje debe cumplir con los requisitos.
2. Cuando hay un borde de referencia en el costado del riel de guía, debe instalarse cerca del borde de referencia. Cuando no hay borde de referencia, la dirección de deslizamiento del riel guía debe ser consistente con los requisitos de diseño. Después de apretar los tornillos de fijación del riel de guía, se debe verificar la desviación de la dirección de deslizamiento del deslizador; de lo contrario, se debe ajustar.
3. Si el control deslizante es accionado por una correa de transmisión, después de que la correa de transmisión y el control deslizante estén fijos y tensados, la correa de transmisión no debe estar inclinada; de lo contrario, la polea debe ajustarse de modo que la dirección de conducción de la correa de transmisión sea paralela a El carril de guía.



